









Durchflussmessung
Wer sich zum ersten Mal mit dem Bereich Durchflussmessung auseinandersetzt, stellt schnell fest, dass er es durchaus mit einem umfassenden und komplizierten Teilgebiet der Messtechnik zu tun hat. Viele physikalischen Größen und Gesetze gilt es hierbei zu beachten, viele Hürden zu umschiffen. Hier eine physikalisch korrekte Abhandlung über den gesamten Bereich der Durchflussmessung zu schreiben, würde den Rahmen dieses Katalogs sprengen. Vielmehr soll diese Seite dazu dienen, eine grobe Darstellung der Durchfluss-Messtechniken zu vermitteln, eventuelle Fragen zu klären und die von mensaura bevorzugte thermische Massendurchflussmessung näher zu erläutern.
 Beim Thema Durchflussmessgerät stößt man unwillkürlich auf die Frage, ob man Massestrom oder Volumenstrom messen soll, sowie auf eine Anzahl an physikalischen Gesetzen, die es dabei zu beachten gibt. Aber weder Robert Boyle, Amedeo Avogadro noch Joseph Louis Gay-Lussac, bzw. deren Gesetze, erleichtern einem die Auswahl. Aber vielleicht können wir das mit einer kurzen Beschreibung der beiden Messmethoden- die bewusst auf Gleichungen und Formeln verzichtet - tun.
Beim Thema Durchflussmessgerät stößt man unwillkürlich auf die Frage, ob man Massestrom oder Volumenstrom messen soll, sowie auf eine Anzahl an physikalischen Gesetzen, die es dabei zu beachten gibt. Aber weder Robert Boyle, Amedeo Avogadro noch Joseph Louis Gay-Lussac, bzw. deren Gesetze, erleichtern einem die Auswahl. Aber vielleicht können wir das mit einer kurzen Beschreibung der beiden Messmethoden- die bewusst auf Gleichungen und Formeln verzichtet - tun.
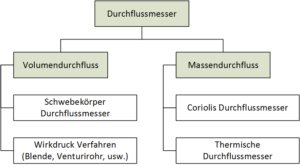
Durchflussmessgerät Volumenstrom:
Ein Durchflussmessgerät, das den Volumenstrom misst, misst das Volumen eines bestimmten Mediums pro Zeiteinheit. Gebräuchliche Einheiten sind hier m³/s oder ml/min, gebräuchliche Verfahren sind die Messungen mittels Schwebekörpern oder Wirkdruckverfahren (Messblende, Laminar Flow Element).
Vorteil der Volumenstrommessung ist die Unabhängigkeit der Messung von der Art des Gases.
Nachteil der Volumenstrommessung ist der große Einfluss von Temperatur und Druck auf das Messergebnis. Stellt sich in der Messstrecke eine Temperaturänderung des Mediums ein, so ändert sich der gemessene Durchfluss.
Um aussagekräftige und vergleichbare Messergebnisse zu erhalten, muss man bei der Volumen-strommessung also immer den Druck und die Temperatur berücksichtigen, bzw. rechnet man den gemessenen Volumenstrom auf Normbedingungen um (siehe rechts), um ein korrektes und reproduzierbares Messergebnis zu erhalten.
Durchflussmessgerät Massestrom:
Geräte für die Massestrommessung messen die Masse eines Mediums pro Zeiteinheit. Hier kommen hauptsächlich Coriolis- und thermische Massenstrommesser zum Einsatz. Als Einheit würde man also eine Masseneinheit pro Zeiteinheit, zum Beispiel g/min oder Kg/h Stunde erwarten. Allerdings ist es in der Messtechnik gebräuchlich, den Durchfluss in Volumeneinheiten unter Normbedingungen anzugeben (siehe unten).
Vorteil der Massestrommessung ist die Unabhängigkeit des Messergebnisses von Druck- und Temperaturänderungen.
Nachteil der Massestrommessung sind die in vielen Systemen üblichen langen Ansprechzeiten sowie die Tatsache, dass die Art des Gases bekannt sein muss. Bei der Messung von z.B. CO2 auf einem mit Luft kalibriertem Gerät muss das Ergebnis mittels eines Korrekturfaktors umgerechnet werden.
Normbedingungen:
In vielen industriellen Bereichen wird hauptsächlich die in der DIN1343 beschriebene Normbedingung verwendet, nämlich bei 0°C und 1013,25 hPa.
Man erkennt diese Normbedingung oft an einem vor- oder nachgestellten „N“ in der Einheitsangabe, z.B. 200 Nl/min oder 100 mln/min. Eine weitere häufig verwendete Normbedingung (DIN102) beschreibt den Durchfluss in Bezug auf 20°C und 981 hPa und wird oft als Standardliter gekennzeichnet, z.B. 200 sl/h oder 100 mls/min.
Es gibt noch einige weitere Normbedingungen, von denen Sie bei mensaura-Geräten insgesamt sechs verschiedene einstellen können. Diese unterschiedlichen Normbedingungen sorgen zwar auf der einen Seite oft für Verwirrung, auf der anderen Seite ermöglichen sie aber auch die Umrechnung zwischen Volumenstrom und Mas-senstrom.
Thermische Massendurchflussmessung
(das kalorimetrische Prinzip)
Die thermische Massenstrommessung wie sie in den Geräten von mensaura verwendet wird, hat den entscheidenden Vorteil, dass es durch dieses Verfahren nicht nötig ist, den Druck und die Temperatur zu messen. Man erhält direkt einen auf Normbedingungen bezogenen Durchfluss.
Möglich wird dies durch das thermische Messverfahren, bei dem die an der Messzelle vorbeiströmende Luft erwärmt und mittels eines Regelkreises konstant gehalten wird. Eine Erhöhung des Durchflusses bewirkt somit eine stärkere Abkühlung an der Messzelle durch Konvektion und damit einen höheren Energiebedarf des Regelkreises. Ein proportionales Verhält-nis entsteht.
Optionale Ausstattung
- Durchflussmessgerät mit externem USB-Anschluss
- werkzeuglos zu öffnendes Gehäuse
- große, beleuchtete LCD-Anzeige